科曼斯-注塑行業自動化整體解決方案專業提供商
專注注塑設備10余年,成功服務1000+家企業
科曼斯服務熱線
0769-88877337
138 2926 9725
科曼斯-注塑行業自動化整體解決方案專業提供商
專注注塑設備10余年,成功服務1000+家企業
科曼斯服務熱線
0769-88877337
138 2926 9725

廣東科曼斯智能科技有限公司
聯系人:呂先生 13829269725
邱小姐 13418234031
Tel: 0769-88877337
E-mail:dglqm@kemansi.com
地址: 東莞市高埗鎮冼沙五坊祥福路3號
網址:qjogr.cn
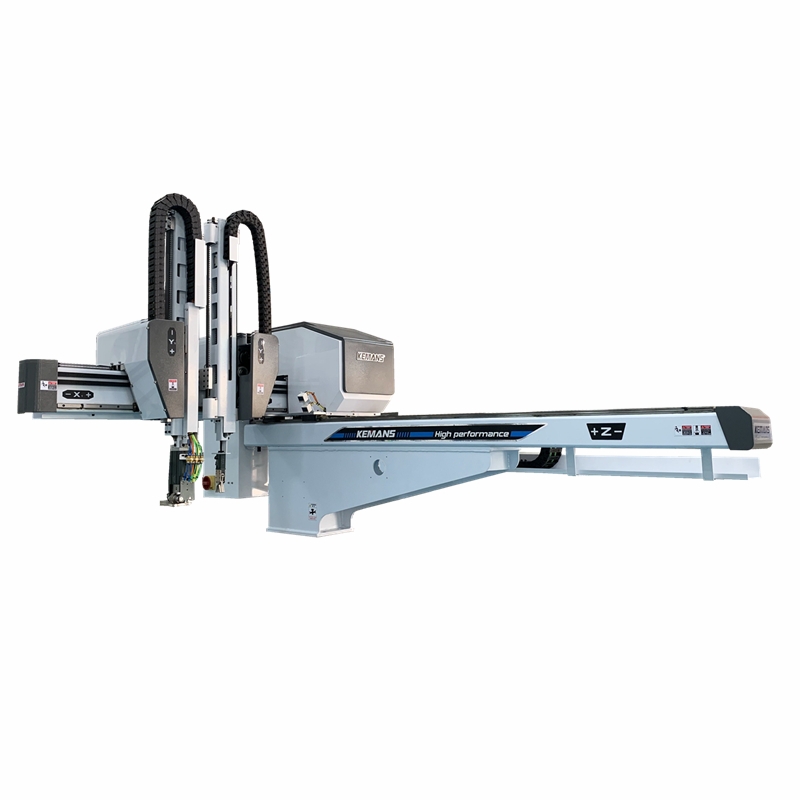
沖壓生產以其生產效率高、加工成本低、質量穩定等特點在汽車、家電、電子等行業占有重要地位。然而,隨著工業工業化的快速發展和人工成本的快速增加,傳統的沖壓作業已經不能適應當前的生產模式。目前,市場上有許多沖壓自動化設備公司,許多實力雄厚的公司都投資開發自己的沖壓自動化設備使用。本文將介紹沖床自動上下料機械手。
沖床自動上下料機械手大體可以分為兩大類,一類為單工位機械手,一類為多沖床機械手。
1、單工位機械手: 是指沖壓模具的標準化,將多道工序放在一個大壓力機下進行生產,使機器中的物料輸送機械手,特別適用于深沖小零件。當然,其他形式的部件只能通過改變轉移手指結構來實現。多工位機械手可以分為整體式和分體式兩種形式。1.單工位整體式沖壓機械手結構緊湊,傳遞穩定,效率高,zui高速度可達每分鐘 100 次以上。但是,它需要高度的模具貼合,需要模具和機器人的同步設計,并且需要購買特殊或改裝的印刷機。
2、單工位分體式沖壓機械手可以說是整體式的簡化板。由于分體式機械手將橫梁一分為二,對機型的要求相對較低,只要模具表面高度一致,就可以基本實現,有些由于產品特點甚至只能有一個橫梁。分體式機械手采用伺服馬達加絲桿驅動,zui高速度一般可達每分鐘 50 次。
在模具生產過程中,分體機械手的橫梁位于模具外部,模具加工完成后折疊到模具中。因此通過橫梁有可能沒有發生顫動,如何在企業保證不增加一個橫梁重量和占用模內位置的情況下,盡量可以增加以及橫梁的剛度是分體式機械手的關鍵。
多工位沖床機械手,是指將單個沖壓機臺串連成生產線,然后采用機械手將各機位的產品進行傳遞,從而使用機械手。 多工位沖床機械手同樣可以分為整體式和分體式兩種形式。所述分離機械手在每個工位上設有進料機械手、進料機械手和中間傳動裝置。三部分可以做成一個整體,也可各自獨。機械手含有上下和前后兩個方向的動作,每個動作采用絲桿驅動,中間傳動裝置一般可采用皮帶或者同步輪,當然也可只在中間設立一個中轉臺,但是這樣必將造成時間的浪費,一般不推薦。分體式機械手拆裝方便,并且可以根據模具實際狀態進行調節,適用范圍非常廣,但是此種機械手速度較慢,五金件多工位機械手發展,一般只能做到一分鐘6-8個。并且成本昂貴,單臺成本均在十萬左右。
多工位進行整體式機械手是指在企業不同生產工序間共用一根橫梁,整體發展前進送料。一般來說,整體式機械手的浮動裝置也整合為一個驅動裝置,因此多工位整體式機械手可以說是結合了多工位分體式機械手和部分單工位分體式機械手的優勢,并且由于采用整體驅動的方式,控制方式相對簡單。多工位整體式機械手一般一分鐘可以生產12個產品以上,從生產效率上講,完全可以超過人力操作,并且多工位整體式機械手造價較低,一般一條8工位的沖壓線,整套機械手包括控制系統在內40萬到70萬就可以改造完成。以一個人力成本5千每月,8工位早晚班共16人,每月可節約成本8萬,半年至一年就可收回投資。但多工位集成機械手機械結構復雜,產品通用性低,特別適合長期訂單的產品。

 724小時服務支持
724小時服務支持
 型號齊全可非標定制
型號齊全可非標定制
 機械手源頭生產廠家
機械手源頭生產廠家
 做工精密 壽命長
做工精密 壽命長