科曼斯-注塑行業自動化整體解決方案專業提供商
專注注塑設備10余年,成功服務1000+家企業
科曼斯服務熱線
0769-88877337
138 2926 9725
科曼斯-注塑行業自動化整體解決方案專業提供商
專注注塑設備10余年,成功服務1000+家企業
科曼斯服務熱線
0769-88877337
138 2926 9725

廣東科曼斯智能科技有限公司
聯系人:呂先生 13829269725
邱小姐 13418234031
Tel: 0769-88877337
E-mail:dglqm@kemansi.com
地址: 東莞市高埗鎮冼沙五坊祥福路3號
網址:qjogr.cn
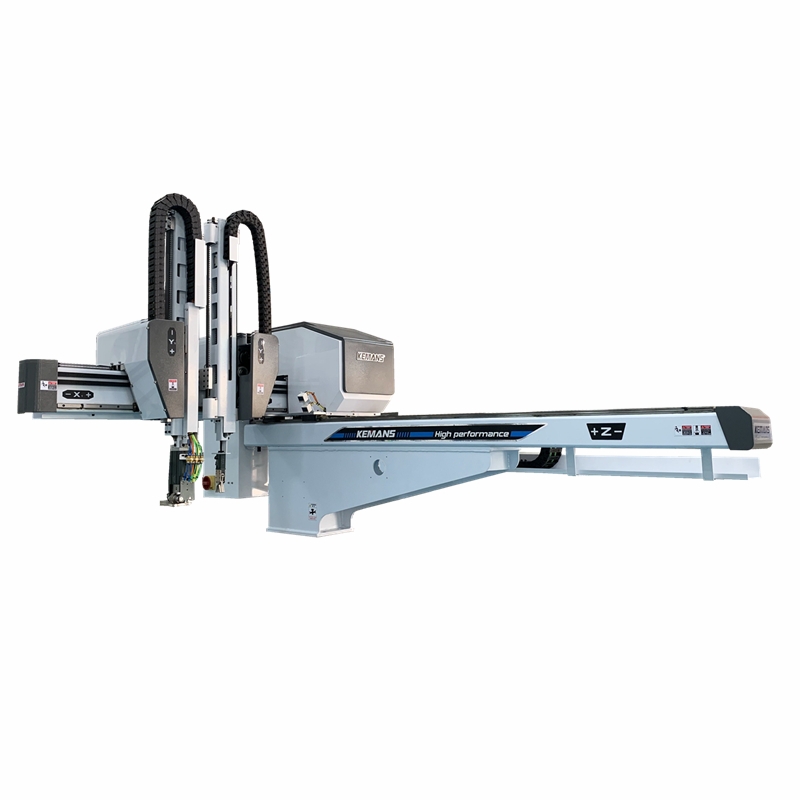
五軸機械手在現代化工業生產及運送中起到了非常大的效果,它的高效長時作業節省了很大的勞動力資本。可是再高端的機器,毛病仍是有的。當五軸機械手刀庫換刀出現毛病了咱們該怎么辦?下面小編來給大家細心的剖析一下。
1、假設五軸機械手在換刀過程中出現緊急情況非得急停或復位才干防止構成更大的損失時,請決斷按復位或拍急停。此時情況較為雜亂,分刀具未溝通和刀具已溝通兩大種;
2、刀具已溝通時,一般會發作加工基地刀庫亂刀,須將五軸機械手開釋剎車后手工搖回,手動按刀套回加工基地刀庫電子閥按鈕將刀套回來加工基地刀庫后按復位,取下主軸其時刀具后,辦法開關選擇MDI辦法,只輸入M06;實行完后,查詢主軸上的刀具與操作面板上顯現的其時刀號是不是共同,不共同將其在手動辦法下取下,手動換上政策刀具。轉子泵再重復實行M06;將卸下的刀具裝回即可;
3、刀具未溝通時,一般不會發作加工基地刀庫亂刀,只須將五軸機械手開釋剎車后手工搖
4、假設換刀初步,半途出現可自行恢復的報警(比如氣壓檢查報警,當氣壓恢復到正常后報警自行免除)時,加工基地刀庫換刀會即行暫停,此時不必慌張,不要按復位鍵或急停鍵。只須將進給倍率打到0%的擋位后,再打開單段實行開關按鈕,然后等報警消除后按循環發起,直至換刀動作結束。封閉單段實行,調整進給倍率繼續實行程序。
 724小時服務支持
724小時服務支持
 型號齊全可非標定制
型號齊全可非標定制
 機械手源頭生產廠家
機械手源頭生產廠家
 做工精密 壽命長
做工精密 壽命長